���ݶ��Ѿ��ܙCе����˾
���P��T�����T�����տs�r�ܵ�������
��ͣ���1 ����r�g��2016-10-8
�a(ch��n)Ʒ�DƬ��H_imgg
����(j��)���P䓹ܼ��ӹ��r�Ӊ�Ҏ(gu��)���еĎN�Ӊ���ͣ��Ӊ��ٶȿɰ���ע�^���еĸ����A�팍�F(xi��n)�䲻ͬ��Ҫ��
1����Һ�A�Ρ�����Һ����Һ�A�H�dz���ǰ�Ĝ�(zh��n)���A�Σ�������ʹ����Һ�ډ��s��ǻ���g���^���У���������ǻ�К��w���Ś���ų������ԑ�(y��ng)ԓ�M��ʹ����Һ������Һ���マ���������������ٶȿ�����50mm/s���ұ��^���m�����˵õ�ԓ��Һ�ٶȣ�����ļӉ��ٶȞ�0.0014MPa/s��
2�������A�Ρ�����Һ�������T�͝�עϵ�y(t��ng)�Ժ��_ʼ�M(j��n)������A�Ρ�
�ٺ���T���������T���ں��T���ij��ͳ��β��������Եĭh(hu��n)��(ji��)�����Խ���Һ�����^�m(x��)����Һ�ٶ�50mm/s���ٶȁ����ͣ��Դ_���T�̓�(n��i)���w�������ų������ļӉ��ٶȌ���(y��ng)��0.0014MPa/s��
�ڱ����T�������T���ں��^С����r�£�����Һ�����ٶ����̫�������a(ch��n)���T��݆�����塢�����Ƿ����ȱ�ݣ����Ԍ��ڱ����T���������ٶȑ�(y��ng)ԓ����Һ�ٶ�������ߣ�����̶߳������(j��)�T����s�l���������ڌ��H���a(ch��n)�У������T���ij����ٶ�߀�ø���(j��)�T��ɢ��l���IJ�ͬ��r��Q����߀��(y��ng)���C���ڵõ�݆���������T����ǰ���£��ԱM�������ij����ٶȁ��M(j��n)�С�
������www.shjqgs.com ��

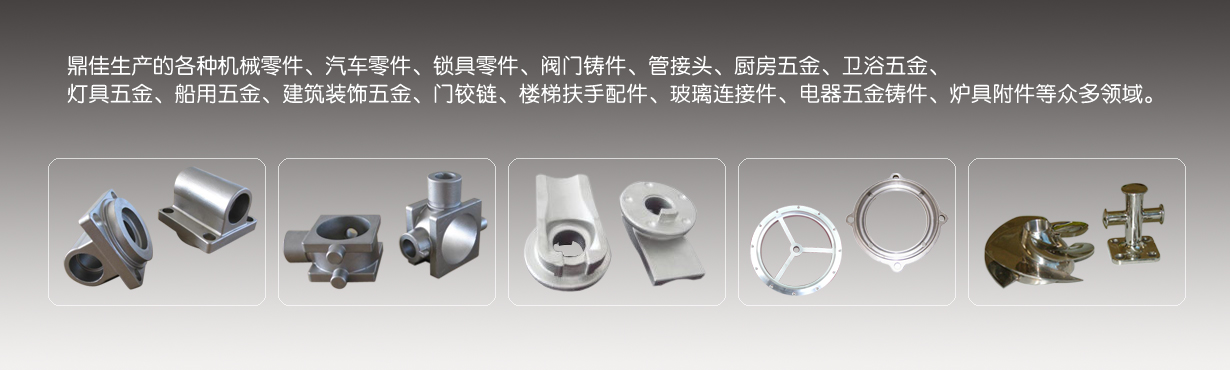
���ݶ��Ѿ��ܙCе����˾��Ҫ�a(ch��n)Ʒ�У������T�����p���T�������侫���T�����r(n��ng)�ÙCе�����T���������Cе�����T��������C��T�����i���T�������P��T���������z�����T����̼��T�����p�x�C�T����������T������������T�������F����T�����������T�����Ҿ�����T������������T���Ⱦ����T�����x�Ç��H�����M(j��n)�Ĺ����z�T�칤ˇ�����N�T�����ܶȸߣ�Ʒ�|(zh��)���ϡ�